Naprawa pęknięć stała się jednym z najgorętszych tematów, ponieważ dobre głowice cylindrów do odbudowy dla wielu późnych modeli silników są bardzo drogie i trudne do znalezienia. Tak więc wiele firm zajmujących się przebudową silników naprawia teraz głowice, które jeszcze kilka lat temu wyrzuciłyby jako nie do uratowania.
Zawsze istniały możliwości naprawy pęknięć w żeliwie. Kołkowanie i spawanie piecowe są zarówno opłacalnymi opcjami, które od dawna były używane do naprawy pęknięć i innych rodzajów uszkodzeń. Ale kołkowanie ma swoje ograniczenia, a spawanie pieca nie jest czymś, czego nowicjusz może nauczyć się z dnia na dzień.
Naprawa pęknięć obejmuje również pewną ilość ryzyka. Dlatego większość działań naprawy pęknięć w przeszłości była ograniczona do wysokich kosztów ciężkich głowic wysokoprężnych, zabytkowych głowic lub innych prac, które uzasadniają czas, wysiłek i ryzyko. Ale ze względu na wysoki koszt wielu późnych modeli głowic i bloków, naprawa pęknięć może być opłacalną alternatywą dla zakupu nowego lub używanego odlewu, aby zastąpić pękniętą głowicę lub blok.
OPCJE NAPRAWY PĘKNIĘĆ
Pęknięcia w aluminiowych głowicach i blokach są stosunkowo łatwe do naprawy przez spawanie TIG, ale żeliwo jest znacznie trudniejsze do spawania. Z tego powodu kołkowanie jest od dawna najpopularniejszą metodą naprawy małych pęknięć w żeliwnych blokach i głowicach. Kołkowanie może naprawić około 80 procent wszystkich pęknięć, ale nie może naprawić każdego rodzaju pęknięcia. Wiele zależy od lokalizacji pęknięcia i jego ciężkości. Stożkowe szpilki z uszczelniaczem działają dobrze w większości zastosowań. Spawanie, z drugiej strony, przywraca integralność i pozwala wypełnić pęknięcia i dziury. Można nawet zmienić kształt komory spalania lub portu przez dodanie metalu.

Różne rodzaje szpilek mogą być używane do naprawy pęknięć
i otworów w żeliwnych głowicach cylindrów.
SZPINANIE PĘKNIĘĆ
Szpilkowanie jest najczęściej stosowaną techniką naprawy pęknięć w żeliwnych głowicach, blokach i kolektorach, ponieważ jest szybkie, niezawodne i tanie. Kołki mogą być również używane do naprawy pęknięć w głowicach i blokach aluminiowych, chociaż spawanie TIG jest często preferowaną metodą naprawy aluminium. Kołkowanie jest stosunkowo łatwą techniką do nauczenia się i stosowania, nie wymaga wiele w drodze narzędzi z wyjątkiem wiertła, uchwytu prowadzącego i kranu, i nie wykorzystuje ciepła.

Zachodzące na siebie szpilki uszczelniają pęknięcie.
Podstawowo, szpilki obejmuje wiercenie otworów w pęknięciu, instalowanie zachodzących na siebie szpilek do wypełnienia pęknięcia, a następnie kulkowanie nad szpilkami do uszczelnienia i mieszania powierzchni.
Istnieją dwa podstawowe rodzaje szpilek: proste i stożkowe. Każdy typ ma swoje zalety i może działać lepiej w pewnych sytuacjach niż inne.
Stożkowe szpilki wciągnąć się do pęknięcia, jak są one dokręcone, aby zapewnić szczelne uszczelnienie na całej długości pin. Dzieje się tak dlatego, że wątki na obu stożkowych pin i otwór mają dopasowanie interferencyjne. Uszczelniacz naprawdę nie jest konieczne, ale jest często używany dla dodatkowego ubezpieczenia. Otwory na stożkowe szpilki muszą być starannie ręcznie gwintowane i szpilki ręcznie dokręcone do szczelnego uszczelnienia.
Proste szpilki są szybsze w instalacji, ponieważ zwykły kran i wiertarka może być używany do ich instalacji. Proste szpilki są zaprojektowane tak, aby odkręcić się po dokręceniu, eliminując potrzebę cięcia lub szlifowania głów (co jest konieczne w przypadku stożkowych szpilek). Proste szpilki mają również dopasowanie interferencyjne na całej długości i stożkowe ramię, które wciska się w powierzchnię. Eliminuje to linię gwintu na powierzchni, umożliwiając jej obróbkę. Ten typ prostego sworznia może również wyeliminować potrzebę instalowania wkładek gniazd zaworowych w głowicach żeliwnych.

Różne rodzaje i rozmiary sworzni do naprawy pęknięć i wtyczek.
Ordinary stożkowe i proste szpilki nie może obsługiwać niektórych rodzajów pęknięć, takich jak te wzdłuż zewnętrznej krawędzi lub narożnika, które wymagają wsparcia, aby utrzymać strony pęknięcia razem. To samo odnosi się do pęknięć w obszarze odlewu, który otworzyłby się lub rozciąga się, gdy odlew jest pod obciążeniem lub dostaje gorące. Dla tego typu napraw pęknięć, urządzenia blokujące i/lub szpilki z możliwością samozaciskania mogą zapewnić wymagane wzmocnienie i wytrzymałość. „Castmaster” szpilki (produkowane przez Lock-N-Stitch) mają unikalny „spiralny hak” lub „odwrotny skok” wzór gwintu, który chwyta obie strony pęknięcia, gdy górne ramię szpilki opiera się o metal. Ten typ pin może rzeczywiście trzymać pęknięcie razem, a nie tylko wypełnić go, i może być stosowany do naprawy pęknięć, które nie mogą być ustalone z zwykłych stożkowych lub prostych pin.
Inne pęknięcie, które jest trudne do naprawy przez pinning jest każde pęknięcie, które występuje w bardzo cienkiej (mniej niż 1/8 cala grubości ścianki) obszar odlewu. Kołki nie będą trzymać, jeśli nie ma wystarczająco dużo metalu, aby uchwycić i wspierać wątki.
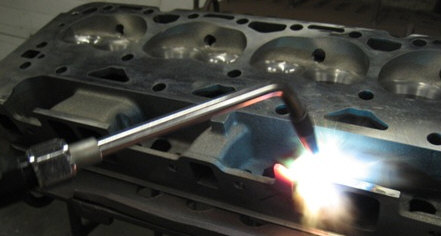
Spawanie w piecu wykorzystuje palnik, piec i dużo ciepła.
SPAWANIE ŻELIWNE
Pęknięcia w żeliwie można naprawić przez spawanie na gorąco (spawanie piecowe), ale jest to technika wymagająca umiejętności i dużej praktyki. Wymaga ona również wstępnego podgrzania odlewu przed spawaniem, oraz dużej ilości ciepła (podgrzać do 1200 do 1400 stopni F. w piecu). Odlew musi być również powoli chłodzony siedem do ośmiu godzin po spawaniu, aby zapobiec ponownemu pękaniu.
Skuteczna naprawa pęknięć przez spawanie piecowe (spawanie na gorąco) wymaga starannego przygotowania pęknięcia przedtem, i ostrożnego zarządzania ciepłem. Nie można tak po prostu podgrzać głowicy palnikiem ziołowym. Właściwym sposobem jest wstępne podgrzanie głowy w zamkniętym piecu lub piekarniku, więc ciepło przychodzi przez głowę od dołu. Musisz zachować głowę izolowane z kocem i zapobiec przeciągów podczas spawania go inaczej dostaniesz pękanie i porowatość w spoinie. Następnie głowica jest powoli chłodzona.
Gdy temperatura wstępnego nagrzewania głowicy ustabilizuje się (trwa to około godziny), palnik acetylenowo-tlenowy o „neutralnym płomieniu” z nieco większą ilością acetylenu niż tlenu jest używany do topienia żeliwa (które topi się w temperaturze 2400 do 2600 stopni F). Żeliwny pręt wypełniający i topnik boraksowy są następnie używane do wypełnienia pęknięcia. Sztuką jest, aby utrzymać spoinę czyste przez dodanie trochę topnika, więc zanieczyszczenia będą rosnąć do góry. Zanieczyszczenia mogą zostać usunięte z obszaru naprawy za pomocą palnika.
Jeśli gniazdo zaworu jest spawane w piecu, jedną z metod jest wypełnienie otworu grafitowym korkiem, a następnie spawanie wokół niego. Kałuża będzie miała około pół cala głębokości i może dwa cale średnicy. Potrzeba do tego dużo ciepła, około 5000 stopni.
Po wypełnieniu pęknięcia następuje długie, powolne schładzanie. Jeśli żeliwo stygnie zbyt szybko, może stać się jedna z dwóch rzeczy. Otaczający metal może skurczyć się z dala od spoiny, powodując otwarcie nowych pęknięć, i/lub węgiel w żelazie może przekształcić się w węglik, czyniąc metal zbyt twardym i kruchym do obróbki. Odlew musi być zatem chłodzony bardzo powoli, aby zapobiec tym niepożądanym zmianom metalurgicznym.
Owiń głowicę w koc izolacyjny i trzymaj ją w gorącym pudełku, aby stygła w tempie nie większym niż 100 do 200 stopni na godzinę. Okres schładzania może trwać do ośmiu godzin. Po schłodzeniu głowicy można ją oczyścić, aby usunąć kamień, a następnie poddać obróbce zgrubnej i testom ciśnieniowym w gorącej wodzie pod ciśnieniem 100 psi, aby sprawdzić, czy nie ma wycieków.
Jeśli żeliwna głowica ma zintegrowane gniazda zaworów, zaleca się wymianę gniazd zaworów wydechowych po spawaniu piecowym, ponieważ wysokie temperatury procesu mogą zniszczyć indukcyjne utwardzanie gniazd.
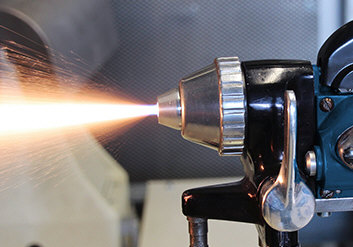
SPAWANIE PROSZKOWE ŻELIWA
Inną alternatywą naprawy pęknięć w żeliwnych głowicach i blokach jest spawanie proszkowe (zwane również spawaniem płomieniowym). Podstawowa technika jest znana od wielu lat, ale w ostatnich latach została ulepszona dzięki nowym urządzeniom do spawania natryskowego. Pozwala ona na wykonanie mocnej naprawy podobnej do spawania na gorąco, ale przy znacznie mniejszej ilości ciepła. Nadal trzeba wstępnie i wtórnie podgrzać głowicę, aby zmniejszyć naprężenia, które mogłyby spowodować jej ponowne pęknięcie. Ale dzięki tej technice istnieje mniejsze ryzyko wypaczenia lub zniekształcenia głowicy z powodu nadmiernego ciepła.
Spawanie płomieniowo-rozpyłowe wymaga specjalnego palnika acetylenowo-tlenowego z lejem spustowym, który podaje proszek stopu niklu do płomienia. Kiedy proszek jest wystawiony na działanie płomienia, topi się i łączy z bokami pęknięcia, aby wypełnić obszar naprawy. Proces wymaga wstępnego podgrzania głowicy do temperatury około 700 stopni, a następnie podgrzania głowicy po spawaniu w celu zmniejszenia naprężeń.
Proszek stopu niklu używany do spawania natryskowego płomieniowego zapewnia twardość od 18 do 22 Rc. Twardsze stopy są dostępne do spawania natryskowego gniazd zaworów, wałków rozrządu i wałów korbowych.
Jak w przypadku każdego procesu naprawczego, zawsze istnieje ryzyko ponownego pęknięcia, niezależnie od tego, czy odlew został naprawiony za pomocą spawania TIG, spawania piecowego, spawania natryskowego czy kołkowania. Pęknięcia w obszarze gniazda zaworu mogą się ponownie otworzyć, jeśli nowe gniazdo zaworu zostanie wciśnięte ze zbyt dużym wciskiem. Obszary spawane na żeliwie mogą być twardsze niż metal bazowy, przez co odlew jest trudniejszy do obróbki mechanicznej.
TROUBLESHOOTING FLAME-SPRAY PROBLEMS
Jeśli masz problemy z osiągnięciem dobrych wyników przy spawaniu natryskowym płomieniowym, poniżej podajemy kilka wskazówek, które mogą poprawić Twój sukces:
- Jeśli proszek niklowy po prostu leży tam lub układa się w stosy zamiast zwilżać się podczas rozpoczynania spawania, praca jest zbyt zimna. Faza musi być matowa wiśniowa czerwień, lub około 1300 do 1400 stopni F. Próbując zmusić metal bazowy do temperatury poprzez ogrzewanie go przez grubą .020 cala lub większą warstwę nie stopionego proszku prawdopodobnie wypali topnik z proszku.
- Jeśli proszek niklowy zagotuje się podczas rozpoczynania spawania i otrzymasz reakcję wulkaniczną, gdy początkowy wybuch proszku jest rozpylany do fazy, praca jest zbyt gorąca. Cofnij palnik, pozwól, aby obszar ostygł do matowego wiśniowo-czerwonego koloru, a następnie przytrzymaj końcówkę niebieskiego stożka w płomieniu około 1/8 do 1/2 cala od złoża i dodaj świeży proszek w krótkich seriach. To powinno dodać wystarczająco dużo nowego topnika, aby zwilżyć proszek prawidłowo. Jeśli to nie zadziała, zatrzymaj się, zeskrob fazkę do czysta i zacznij od nowa.
- Jeśli zbyt dużo proszku jest stosowane podczas początkowego rozpylania, nie będzie on zwilżony. Kiedy nie stopiony proszek narasta do 0,020 cala lub grubiej, działa on jak izolator pomiędzy płomieniem a metalem podstawowym. Zatrzymaj się, zeskrob nie stopiony proszek i zacznij od nowa.
- Nieodpowiedni kąt płomienia może również powodować zbijanie się proszku i nie zwilżanie go. Jeśli kąt płomienia jest mniejszy niż 75 stopni, proszek może wydmuchiwać przed kałużą i przyklejać się do faz. Kiedy nietopiony proszek nawarstwia się do około .020 cala lub grubiej, nie będzie się prawidłowo rozmaczał. Próba wymuszenia go palnikiem spowoduje powstanie porowatości i problemów z twardością. Zatrzymaj się, zeskrob lub wyczyść szczotką niestopiony proszek, ustaw palnik pod odpowiednim kątem i rozpocznij spawanie ponownie.
- Problemy z porowatością i twardością spoiny mogą być spowodowane zanieczyszczeniem powierzchni przylegającej do fazy „V”. Na niektórych odlewach, w szczególności kolektorach, powierzchnia może zawierać dużo „spalonego” żelaza. Należy je zeszlifować pozostawiając zdrowy, czysty metal co najmniej 3,8 do 1/2 cala po obu stronach fazy „V”. Rdzawy, brudny lub spalony metal będzie generalnie pop i crack, gdy płomień jest stosowany do niego.
Spawanie twarde
Spawanie twarde jest jeszcze jedną opcją naprawy żeliwa. Świetnie sprawdza się w takich zastosowaniach, jak uszkodzone otwory na śruby, a nawet pęknięcia w portach głowic, ponieważ jest to prostszy proces. Lutospawanie może być wykonane w temperaturze 800 do 900 stopni, co oznacza, że odlew nagrzewa się tylko do około 400 do 500 stopni i nie ulega zniekształceniu ani stopieniu. Metoda ta sprawdza się w przypadku naprawy pęknięć na wierzchołkach cienkościennych głowic cylindrów, takich jak głowice Forda 2.9L, i może być nawet stosowana do naprawy małych pęknięć w portach wydechowych.
Jak spawać aluminium
Powiązane linki:
Metody naprawy pęknięć wyjaśnione przez Larry’ego Carleya Kliknij tutaj, aby zobaczyć więcej artykułów technicznych Carley Automotive
Kliknij tutaj, aby zobaczyć więcej artykułów technicznych Carley Automotive