Het repareren van scheuren is een van de populairste onderwerpen van vandaag geworden, omdat goede reviseerbare cilinderkoppen voor veel late modelmotoren erg duur en moeilijk te vinden zijn. Dus veel motorrevisoren repareren nu koppen die ze slechts een paar jaar geleden als onbruikbaar zouden hebben weggegooid.
Er zijn altijd opties geweest om scheuren in gietijzer te repareren. Spelden en ovenlassen zijn beide levensvatbare opties die al lang worden gebruikt om scheuren en andere soorten schade te repareren. Maar pinnen heeft zijn beperkingen, en ovenlassen is niet iets wat een beginner van de ene op de andere dag kan leren.
Het repareren van scheuren brengt ook een zeker risico met zich mee. Dat is de reden waarom de meeste scheurreparatieactiviteit in het verleden beperkt bleef tot dure zware dieselkoppen, antieke koppen of andere banen die de tijd, de inspanning en het risico rechtvaardigden. Maar wegens de hoge kosten van vele recente modelhoofden en blokken, kan de barstreparatie een rendabel alternatief zijn aan het kopen van een nieuw of gebruikt afgietsel om een gebarsten kop of een blok te vervangen.
OPTIONS FOR REPAIRING CRACKS
Cracks in aluminiumhoofden en blokken zijn vrij gemakkelijk om door TIG-lassen te herstellen, maar het gietijzer is veel moeilijker te lassen. Daarom is pinning lange tijd de meest populaire methode geweest om kleine scheuren in gietijzeren blokken en koppen te repareren. Pinning kan ongeveer 80 procent van alle scheuren repareren, maar het kan niet elke soort scheur repareren. Veel hangt af van de plaats van de scheur en de ernst ervan. Taps toelopende pennen met sealer werken goed op de meeste toepassingen. Lassen daarentegen herstelt de integriteit en stelt u in staat scheuren en gaten te vullen. U kunt zelfs de vorm van de verbrandingskamer of een poort veranderen door metaal toe te voegen.

Verschillende soorten spelden kunnen worden gebruikt om scheuren
en gaten in gietijzeren cilinderkoppen te repareren.
PINNEN CRACKS
Pinnen is de meest gebruikte techniek voor het repareren van scheuren in gietijzeren koppen, blokken en spruitstukken omdat het snel, betrouwbaar en goedkoop is. De spelden kunnen ook worden gebruikt om barsten in aluminiumkoppen en blokken te herstellen, hoewel TIG-lassen vaak de aangewezen reparatiemethode voor aluminium is. Pinning is een relatief eenvoudige techniek om te leren en te gebruiken, vereist niet veel in de manier van hulpmiddelen behalve een boor, een geleider en een tap, en gebruikt geen hitte.

Overlappende pennen dichten de scheur af.
In essentie houdt pinning in dat er gaten in een scheur worden geboord, overlappende pinnen worden geïnstalleerd om de scheur te vullen, en vervolgens over de pinnen heen wordt gepind om het oppervlak af te dichten en te versmelten.
Er zijn twee basistypen pinnen: rechte en conische. Elk type heeft zijn voordelen en kan in bepaalde situaties beter werken dan het andere.
Tapse pennen trekken zichzelf in een scheur als ze worden aangedraaid om een strakke afdichting te geven over de gehele lengte van de pen. Dit gebeurt omdat de schroefdraad van zowel de conische pen als het gat een interferentiepassing hebben. Dichtingsmiddel is echt niet nodig, maar wordt vaak gebruikt voor extra zekerheid. De gaten voor conische pennen moeten zorgvuldig met de hand worden afgetapt en de pennen moeten met de hand worden aangedraaid voor een goede afdichting.
Rechte pennen zijn sneller te installeren omdat een gewone kraan en boormachine kunnen worden gebruikt om ze te installeren. De rechte spelden worden ontworpen om weg te draaien wanneer aangehaald, eliminerend de behoefte om de hoofden af te snijden of te malen (zoals met verminderde spelden noodzakelijk is). Rechte pennen hebben ook een nauwe passing over hun gehele lengte, en een conische schouder die in het oppervlak wordt geplet. Hierdoor wordt een schroefdraadlijn op het oppervlak geëlimineerd, zodat het oppervlak kan worden bewerkt. Dit type rechte pen kan ook de noodzaak elimineren voor het installeren van klepzittinginserts in gietijzeren koppen.

Verschillende soorten en maten scheurreparatiepennen en -pluggen.
Ordinaire tapse en rechte pennen kunnen bepaalde soorten scheuren niet aan, zoals die langs een buitenrand of hoek die ondersteuning nodig hebben om de zijkanten van de scheur bij elkaar te houden. Hetzelfde geldt voor scheuren in een deel van een gietstuk dat open zou gaan of uit elkaar zou trekken wanneer het gietstuk wordt belast of heet wordt. Voor dit soort scheurreparaties kunnen borgmiddelen en/of pennen met een zelfgrijpend vermogen de vereiste versteviging en sterkte bieden. “Castmaster” spelden (vervaardigd door Lock-N-Stitch) hebben een uniek “spiraalhaak” of “omgekeerde steek” draadpatroon dat beide zijden van een scheur vastgrijpt wanneer de bovenste schouder van de speld tegen het metaal aankomt. Dit type speld kan een scheur samenhouden in plaats van hem te vullen, en kan worden gebruikt om scheuren te repareren die niet met gewone rechte of conische spelden kunnen worden gerepareerd.
Een andere scheur die moeilijk te repareren is met spelden, is een scheur die in een zeer dun (minder dan 1/8 inch wanddikte) gedeelte van een gietstuk voorkomt. Spelden zullen niet houden tenzij er genoeg metaal is om de draden te grijpen en te ondersteunen.
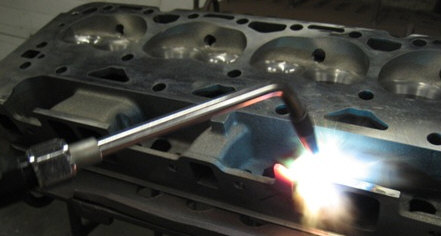
Verbrandingslassen gebruikt een toorts, een oven en veel hitte.
FURNACE WELDING CAST IRON
Scheuren in gietijzer kunnen worden gerepareerd door heet lassen (ovenlassen), maar het is een techniek die vaardigheid en veel oefening vergt. Het vereist ook het voorverwarmen van het afgietsel alvorens het wordt gelast, en veel hitte (voorverwarming aan 1200 tot 1400 graden F. in n oven). Het gietstuk moet ook zeven tot acht uur na het lassen langzaam worden afgekoeld om te voorkomen dat het opnieuw gaat scheuren.
Succesvolle scheurreparatie door ovenlassen (heet lassen) vereist een zorgvuldige voorbereiding van de scheur vooraf, en een zorgvuldig warmtebeheer. Je kunt een kop niet zomaar met een onkruidbrander verhitten. De juiste manier is om de kop voor te verwarmen in een gesloten oven of oven, zodat de hitte van onderaf door de kop omhoog komt. Je moet de kop geïsoleerd houden met een deken en voorkomen dat er tocht ontstaat tijdens het lassen, anders krijg je barsten en poreusheid in de lasnaad. De kop wordt daarna langzaam afgekoeld.
Wanneer de voorverwarmtemperatuur van de kop is gestabiliseerd (dit duurt ongeveer een uur), wordt een “neutrale vlam” oxyacetyleenbrander met iets meer acetyleen dan zuurstof gebruikt om het gietijzer te smelten (dat smelt bij 2400 tot 2600 graden F). Gietijzeren vulstaaf en borax flux worden dan gebruikt om de scheur te vullen. De truc is om de las schoon te houden door een beetje vloeimiddel toe te voegen zodat de onzuiverheden naar de top stijgen. De onzuiverheden kunnen dan met de toorts uit het reparatiegebied worden gedreven.
Als een klepzitting in de oven wordt gelast, is het een truc om het gat te vullen met een grafietprop en er dan omheen te lassen. De plas zal ongeveer een halve centimeter diep zijn en misschien twee centimeter in diameter. Er is veel hitte voor nodig, ongeveer 5000 graden.
Nadat de scheur is gevuld volgt een lange, langzame afkoeling. Als gietijzer te snel afkoelt, kan een van de twee dingen gebeuren. Het omringende metaal kan wegkrimpen van de las waardoor nieuwe scheuren ontstaan, en/of de koolstof in het ijzer kan veranderen in carbide waardoor het metaal te hard en bros wordt om te bewerken. Het gietstuk moet daarom zeer langzaam worden afgekoeld om deze ongewenste metallurgische veranderingen te voorkomen.
Wikkel de kop in een isolerende deken en bewaar hem in een hete doos, zodat hij afkoelt met een snelheid van niet meer dan 100 tot 200 graden per uur. De afkoelingsperiode kan tot acht uur duren. Nadat de kop is afgekoeld, kan hij worden gereinigd om de aanslag te verwijderen, vervolgens ruw worden bewerkt en onder druk worden getest in heet water bij 100 psi om te controleren op lekken.
Als een gietijzeren kop integrale klepzetels heeft, wordt het vervangen van de uitlaatklepzetels na ovenlassen aanbevolen, omdat de hoge temperaturen van het proces het inductieharden van de zetels kunnen vernietigen.
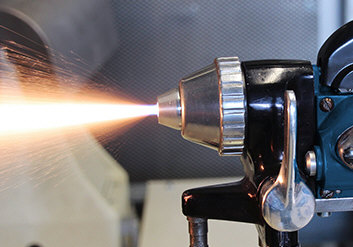
SPRAY LASSEN VAN GIETIJZER
Een ander alternatief voor het repareren van scheuren in gietijzeren koppen en blokken is poederen lassen (ook wel vlamspuitlassen genoemd). De basistechniek bestaat al vele jaren, maar is de laatste jaren verbeterd met nieuwe sproeilasapparatuur. Het kan een sterke reparatie maken gelijkend op heet lassen maar met veel minder hitte. U moet nog steeds het hoofd voorverwarmen en naverwarmen om spanning te verlichten die het zou kunnen veroorzaken opnieuw te barsten. Maar met deze techniek is er minder risico op kromtrekken of vervormen van de kop door overmatige hitte.
Vlam-spuitlassen vereist een speciale oxyacetyleenbrander met een trekker-bediende trechter die nikkellegering poeder in de vlam voert. Wanneer het poeder aan de vlam wordt blootgesteld, smelt het en versmelt het met de zijkanten van de scheur om het reparatiegebied te vullen. Het proces vereist het voorverwarmen van de kop tot ongeveer 700 graden, en het naverwarmen van de kop na het lassen om spanning te verlichten.
Het poeder van de nikkellegering dat voor het vlamspuitlassen wordt gebruikt verstrekt een hardheid van 18 tot 22 Rc. Er zijn hardere legeringen beschikbaar voor het sproeilassen van klepzittingen, nokkenassen en krukassen.
Zoals bij elk reparatieproces bestaat er altijd een risico van opnieuw scheuren, of een gietstuk nu is gerepareerd door TIG-lassen, ovenlassen, sproeilassen of pinnen. Scheuren in de klepzitting kunnen weer opengaan als een nieuwe klepzitting met te veel interferentiepassing erin wordt geperst. Gelaste gebieden op gietijzer kunnen harder zijn dan het basismetaal, waardoor het gietstuk moeilijker te bewerken is.
TROUBLESHOOTING FLAME-SPRAY PROBLEMS
Als u problemen heeft met het bereiken van goede resultaten met flame-spray welding, volgen hier enkele tips die uw succes kunnen verbeteren:
- Als het nikkelpoeder gewoon blijft liggen of zich opstapelt in plaats van nat te worden bij het starten van een las, is het werk te koud. De afschuining moet dof kersenrood zijn, of ongeveer 1300 tot 1400 graden F. Als u probeert het basismetaal op temperatuur te brengen door het te verhitten door een dikke laag ongesmolten poeder van 0,020 inch of meer, zal de flux waarschijnlijk uit het poeder branden.
- Als het nikkelpoeder kookt bij het starten van een las en u een vulkaanachtige reactie krijgt wanneer de eerste uitbarsting van poeder in de afschuining wordt gespoten, is het werk te heet. Houd dan de punt van de blauwe kegel in de vlam op ongeveer 1/8 tot 1/2-inch van de afzetting en voeg vers poeder toe in korte stoten. Dit zou voldoende nieuw vloeimiddel moeten toevoegen om het poeder goed te bevochtigen. Als dit niet werkt, stop dan, schraap de afschuining schoon en begin opnieuw.
- Als er te veel poeder wordt aangebracht tijdens de eerste verstuiving, zal het niet nat worden. Wanneer ongesmolten poeder zich ophoopt tot 0,020 inch of dikker, werkt het als een isolator tussen de vlam en het basismetaal. Stop, schraap het ongesmolten poeder weg en begin opnieuw.
- Een onjuiste vlamhoek kan er ook voor zorgen dat het poeder gaat klonteren en niet nat wordt. Als de vlamhoek kleiner is dan 75 graden, kan het kruit voor de plas uitwaaien en aan de afschuiningen blijven plakken. Wanneer ongesmolten kruit zich opstapelt tot ongeveer .020 in. of dikker, zal het niet goed uitweken. Proberen het er met de brander uit te persen zal poreusheid en hardheidsproblemen veroorzaken. Stop, schraap of borstel het ongesmolten poeder weg, houd de toorts onder de juiste hoek en begin opnieuw met lassen.
- Porositeit- en hardheidsproblemen in de las kunnen worden veroorzaakt door oppervlakteverontreiniging naast de “V”-afschuining. Bij sommige gietstukken, in het bijzonder spruitstukken, kan het oppervlak veel “verbrand” ijzer bevatten. Dit moet worden weggeslepen, zodat aan weerszijden van de “V”-afschuining schoon metaal overblijft. Het roestige, vuile of gebrande metaal zal over het algemeen knallen en barsten wanneer een vlam wordt toegepast op it.
BRAZE LASSEN
Braze lassen is nog een andere optie om gietijzer te herstellen. Het werkt geweldig op toepassingen zoals beschadigde boutgaten en zelfs scheuren in koppoorten omdat het een eenvoudiger proces is. Het soldeerlassen kan bij 800 tot 900 graden worden gedaan, wat betekent dat het afgietsel slechts tot ongeveer 400 tot 500 graden verwarmt en niet vervormt of smelt. Het werkt goed voor het repareren van scheuren op de bovenkanten van dunwandige cilinderkoppen, zoals Ford 2.9L koppen, en kan zelfs worden gebruikt om kleine scheuren in uitlaatpoorten te repareren.
Hoe aluminium te lassen
Gerelateerde links:
Methoden voor scheurreparaties uitgelegd door Larry Carley Klik hier om meer Carley Automotive Technical Articles
Klik hier om meer Carley Automotive Technical Articles
te bekijken